
聯 盛 焊 材





| ER1100 | 符合:化(huà)學成分(fēn)标準:GB/T3190-1996 |
|
|
|
| 純鋁焊絲 | 相當: AWS A5.10:1999 |
|
|
|
| 相當: 焊絲标準: GB10858-2008 | |
|
性能(néng)特點:純鋁焊絲,鋁含量≥99.0%;該焊接材料具有極好(hǎo)(hǎo)的抗腐蝕性能(néng),優良的導熱、導電性能(néng)以及極好(hǎo)(hǎo)的可加工性能(néng), 焊縫成形美觀光亮、 電弧穩定、 飛濺小。在陽極處理(lǐ)後具有很好(hǎo)(hǎo)的顔色配比性。
化(huà)學成分(fēn):
熔敷金(jīn)屬力學性能(néng):
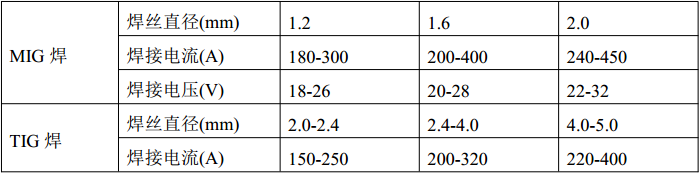
參考焊接參數:
注意事(shì)項:
υ 焊接時可采用墊闆托住熔化(huà)金(jīn)屬,以保證焊縫成形,并避免産生(shēng)裂紋。 |
|


| ER1070 | 化(huà)學成分(fēn)标準:GB/T3190-1996 |
|
|
|
| 純鋁焊絲 | AWSA5.10:1999 |
|
|
|
| 焊絲标準:GB10858-2008 | |
|
性能(néng)特點: 純鋁焊絲,相當于HS301,鋁含量≥99.7%;該焊接材料具有極好(hǎo)(hǎo)的抗腐蝕性能(néng),優良的導熱、 導電性能(néng)以及極好(hǎo)(hǎo)的可加工性能(néng), 焊縫成形美觀光亮、 電弧穩定、 飛濺小。 在陽極處理(lǐ)後具有很好(hǎo)(hǎo)的顔色配比性 用途: 用于純鋁的氩弧焊的填充材料,廣泛應用于電解鋁廠鋁母線和導杆的連接以及電力、化(huà)學、食品、運動器(qì)材、鐵路(lù)機車等相關鋁合金(jīn)的焊接。 化(huà)學成分(fēn):
熔敷金(jīn)屬力學性能(néng):
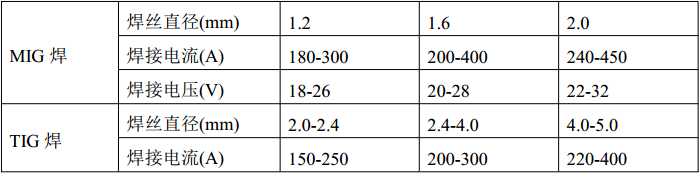
參考焊接參數:
注意事(shì)項: υ 焊接時可采用墊闆托住熔化(huà)金(jīn)屬,以保證焊縫成形,并避免産生(shēng)裂紋。 |
|


| ER5556 | 化(huà)學成分(fēn)标準:GB/T3190-1996 |
|
|
|
| 鋁鎂焊絲 | AWS A5.10:1999 |
|
|
|
| 焊絲标準:GB10858-2008 | |
|
性能(néng)特點: ER5556 是含 5%鎂及較 0.8%錳含量的鋁鎂焊絲, 具有較高的強度, 良好(hǎo)(hǎo)的耐蝕性 及抗裂性能(néng)。焊接性能(néng)優良、電弧穩定,焊縫成形美觀細膩、飛濺少,陽極化(huà)處理(lǐ)後爲白色。
用途: 用于 5XXX 系列高強度鋁鎂合金(jīn)的焊接,如(rú) 5083、 5456。廣泛應用于軍工、儲罐、造船、海洋工程和空分(fēn)等行業中相關鋁合金(jīn)的焊接。
化(huà)學成份:
熔敷金(jīn)屬力學性能(néng):
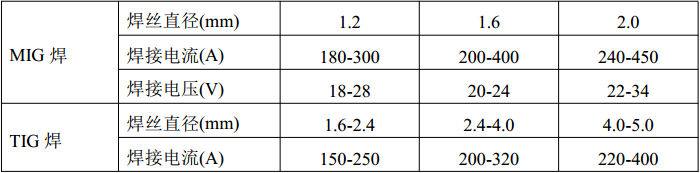
參考焊接參數:
注意事(shì)項: υ 焊接時可采用墊闆托住熔化(huà)金(jīn)屬,以保證焊縫成形,并避免産生(shēng)裂紋。 |
|


| ER5356 | 化(huà)學成分(fēn)标準:GB/T3190-1996 |
|
|
|
| 鋁鎂焊絲 | AWS A5.10:1999 |
|
|
|
| 焊絲标準:GB10858-2008 | |
|
性能(néng)特點: 相當 ER 5356,也(yě)稱 HS331,是含鎂 5%的鋁合金(jīn)焊絲,具有良好(hǎo)(hǎo)的耐蝕性、抗熱 裂性、強度高, 可鍛性好(hǎo)(hǎo)。 焊縫成型美觀細膩、 飛濺少, 陽極化(huà)處理(lǐ)爲白色, 能(néng)提供良好(hǎo)(hǎo)的
配 色,是一(yī)種用 途廣泛的通用型焊材。
用途: 化(huà)工壓力容器(qì)、 自行車、 鋁滑闆車等運動器(qì)材, 機車車廂、 兵工生(shēng)産、 造船、 航空等行業相關鋁合金(jīn)的焊接。在鋁矽鎂、鋁鋅鎂合金(jīn)的焊接及鋁鎂合金(jīn)鑄件的補焊上(shàng)也(yě)被采用。
化(huà)學成份:
熔敷金(jīn)屬力學性能(néng):
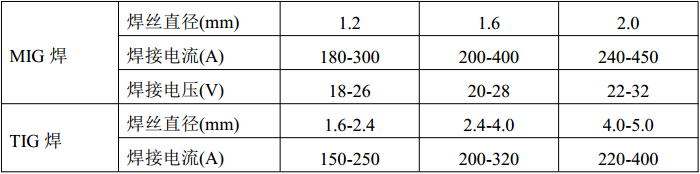
參考焊接參數:
注意事(shì)項: υ 焊接時可采用墊闆托住熔化(huà)金(jīn)屬,以保證焊縫成形,并避免産生(shēng)裂紋。
|
|



| ER5183 | 化(huà)學成分(fēn)标準:GB/T3190-1996 |
|
|
|
| 鋁鎂焊絲 | AWS A5.10:1999 |
|
|
|
| 焊絲标準:GB10858-2008 | |
|
性能(néng)特點: ER5183 是含鎂近 5%及較高錳含量的鋁鎂焊絲, 用于焊接鎂含量較高要求具有較 強抗拉強度的焊接(如(rú)要求抗拉強度爲 276MPa 或更高時) 5083 和 5654 母材, 抗海水腐蝕和 低(dī)溫性能(néng)優良。焊縫陽極化(huà)處理(lǐ)後爲白色,能(néng)爲焊接接頭提供良好(hǎo)(hǎo)的配色。
用途: 用于船舶結構 、海洋平台、低(dī)溫容器(qì)、鐵路(lù)機車和汽車工業等相關鋁合金(jīn)的焊接 。 化(huà)學成份:
熔敷金(jīn)屬力學性能(néng):
參考焊接參數:
注意事(shì)項: υ 焊接時可采用墊闆托住熔化(huà)金(jīn)屬,以保證焊縫成形,并避免産生(shēng)裂紋。 |
|


| ER4047 | 化(huà)學成分(fēn)标準:GB/T3190-1996 |
|
|
|
| 鋁矽焊絲 | AWS A5.10:1999 |
|
|
|
| 焊絲标準:GB10858-2008 | |
|
性能(néng)特點: ER4047 是含矽 12%的共晶型鋁矽焊絲, 比 4043 焊絲有更低(dī)的熔點和更細的凝固 區間, 矽含量高, 流動性好(hǎo)(hǎo), 并将熱裂傾向降到最低(dī), 增加焊縫的剪切強度。 陽極化(huà)處理(lǐ)後的 顔色爲灰黑色。
用途: 用于鋁矽、鋁矽鎂、鋁矽鎂銅系鍛鋁及鑄鋁( 7%Si)的氩弧焊,更廣泛用于純鋁、鋁錳、鋁矽鎂合金(jīn)的釺焊。
化(huà)學成份:
熔敷金(jīn)屬力學性能(néng):
參考焊接參數:
注意事(shì)項:
υ 焊接時可采用墊闆托住熔化(huà)金(jīn)屬,以保證焊縫成形,并避免産生(shēng)裂紋。 |
|


| ER4043 | 化(huà)學成分(fēn)标準:GB/T3190-1996 |
|
|
|
| 鋁矽焊絲 | AWS A5.10:1999 |
|
|
|
| 焊絲标準:GB10858-2008 | |
|
性能(néng)特點: 三衆牌 ER 4043 是含矽 5%的鋁矽合金(jīn)焊絲,也(yě)稱 S311,流動性好(hǎo)(hǎo),由于它對熱裂紋的敏感性較弱, 也(yě)被用于焊接鍛造和鑄造材料。 也(yě)用作(zuò)除鋁鎂合金(jīn)以外的鋁合金(jīn)工件和鑄件的氩弧焊及釺焊時的填充材料。焊接時容易在焊縫中生(shēng)成脆性 Mg2Si,使接頭的塑性和耐蝕性降低(dī)。焊逢成型美觀光亮,電弧穩定,飛濺小,但(dàn)陽極化(huà)處理(lǐ)後更與母材顔色不同。
用途: 用于 6061 等 6XXX 系列鋁合金(jīn)、 3XXX 系和 2XXX 系鋁合金(jīn)及鑄鋁的焊接。 廣泛用于船舶、機車、化(huà)工、食品、運動器(qì)材、模具、家具、容器(qì)、集裝箱。 化(huà)學成份:
熔敷金(jīn)屬力學性能(néng):
參考焊接參數:
注意事(shì)項:
υ 焊接時可采用墊闆托住熔化(huà)金(jīn)屬,以保證焊縫成形,并避免産生(shēng)裂紋。 |
|



